

 español
español







cómo producir y cortar la fibra de carbono en top-fire top-fire tiene una fábrica de corte y producción de procesamiento de fibra de carbono independiente. componente principal de la máquina de preimpregnado termofusible 1.mecanismo de liberación de hilo Completar principalmente el tendido del hilo.De acuerdo con el peso de gramo diferente del preimpregnado, el número de husos también es diferente.el requisito básico es que la tensión de salida del hilo sea relativamente estable y que el hilo esté dispuesto uniformemente sin retorcerse. 2.mecanismo de extensión principalmente completar la uniformidad del hilo, la dispersión, la función de ajuste de tensión, este mecanismo pertenece al equipo clave frontal de la máquina compuesta. 3.unidad de fusión en caliente Completan principalmente la impregnación por fusión de hilo y resina; los requisitos básicos son tensión uniforme del hilo, disposición uniforme, impregnación uniforme de resina, espesor uniforme del preimpregnado, distribución uniforme del hilo y apariencia del hilo sin defectos como hebras y roturas del hilo. 4.mecanismo de placa caliente principalmente completar la impregnación en fusión de la resina, completar la impregnación en fusión adicional de la resina. 5.mecanismo de placa fría principalmente completa el enfriamiento y la reducción de temperatura de la tela preimpregnada y prepara el papel de liberación. 6.mecanismo de rodillo de tracción Termine la tracción y el rebobinado del prepreg; prepárese para el desprendimiento del papel de liberación. 7.liberar el mecanismo de desenrollado del papel principalmente complete la acción de colocación del papel desprendible con resin,unwind pasivamente. 8.mecanismo de recogida de películas Completa la acción de rizado del mecanismo de rizado activo pelado de la película. 9.mecanismo de rebobinado del papel de liberación Completa la acción de rizado del papel desprendible despegado del preimpregnado, el papel desprendible se puede reciclar y reutilizar.el mecanismo tiene dos juegos, que se dividen en bobinado de papel de liberación superior e inferior. 10.mecanismo de liberación de película completar la acción de colocación de la película de pe, para preparar el engarzado del preimpregnado, el mecanismo tiene dos juegos para completar la acción de colocación de la película de pe superior e inferior. 11.apoyar el mecanismo de desenrollado Completa la acción de colocación de cada tipo de tela de soporte. 12.Mecanismo de bobinado de película de remolque pe Complete la acción de rizado de la película de PE en la superficie de la tela de soporte. 13.Mecanismo de bobinado de doble estación. Completa la acción de rizado del preimpregnado

el proceso de producción de llantas de carbono en top-fire top-fire representa los últimos avances tecnológicos en productos de rendimiento de llantas de bicicleta de fibra de carbono. Diseñado desde el sendero hacia arriba para ser más liviano, más fuerte, más rápido y más aerodinámico.t Los procesos de producción son los siguientes: ajuste de preforma-> preformar en el molde-> termoformado-> enfriamiento-> molde para tomar producto-> tirar de la bolsa de aire-> calentamiento secundario-> arenado-> procesamiento de agujeros-> polaco ajuste de preforma: pegue la forma del producto de acuerdo con el dibujo de diseño estructural, no más pegue menos pegue. preforma en el molde: al entrar en el molde, el producto preformado debe enderezarse para evitar que el hilo se atasque. termoformado:1 55 ± 5â „ƒ / 1 hora. enfriamiento: después de enfriar, la temperatura de la superficie del molde es 90º. molde para tomar producto: el producto no debe estar magullado. tire de la bolsa de aire: la bolsa de aire debe quitarse limpia. calentamiento secundario: el producto se calienta dos veces para eliminar el estrés interno y mejorar la velocidad de reacción.150 ± 5â „ƒ / 2.5 horas. arenado: el producto es arenado y tostado. procesamiento de agujeros: Elija el programa correcto para el procesamiento de agujeros de acuerdo con las necesidades del cliente. polaco: agregue imprimación a la superficie del producto y alise la superficie del producto

producción de cuadros de bicicleta de carbono de fábrica de primer nivel fuego superior fabrica y desarrolla cuadros y accesorios de fibra de carbono de alta gama durante 25 años, tiene una rica experiencia en moldeo integrado, diseño y fabricación de diferentes cuadros de bicicleta (carretera / mtb / cuadros de bicicleta eléctrica). los procesos de producción son los siguientes: preforma-> moldura-> conformado-> procesado-> encolado preformar La preforma es un proceso muy importante para los productos de fibra de carbono, directamente relacionado con la resistencia, el tamaño, la apariencia, etc.. Es fácil hacer un buen producto con fibra de carbono, un material especial, pero es difícil hacer 100 productos que sean exactamente como el primero. por lo tanto debe tener el personal de operación estricto y el qc para la cognición sop y el riguroso.todos los operadores siguen estrictamente la configuración de desarrollo de la producción de laminado, tecnología de mandril integrada más operación de vacío, desde el primer paso hasta los 150 pasos de laminado, la posición de la hoja es fija, la posición del refuerzo se refuerza y el epoxi se llena, el conducto de aire en el molde de moldeo reservado y posicionado para la siguiente etapa de preparación del moldeado de antemano.Todos los productos relacionados con la seguridad personal, utilizamos la fibra de carbono toray japonesa de importación premium como toray t700 / t800. moldura esta sección es la más importante para los productos, go y ng se decide básicamente por esta sección, esta sección del equipo de producción es de alta temperatura y alta presión, es en este entorno especial para promover un buen producto. nosotros desde r & d diseño-auto-molde-producción-envío, como un conjunto de proceso perfecto. Procesando esta sección para la eliminación de desechos de producto y el corte de exceso de procesos de tubería, relacionados con los accesorios de perforación. al cortar el exceso de material de la tubería, el operador deberá seguir estrictamente el corte de soplo estipulado en la sección de desarrollo, Posteriormente, se realizó un engrosamiento con chorro de arena en las partes de unión de los accesorios de tubería para proporcionar fuerza de unión para la unión de la sección inferior. pegar esta sección es el producto para pegar, utilizando epoxi de alta temperatura, horneado a alta temperatura fijo. antes de pegar, cada parte de pegado debe limpiarse con alcohol para garantizar la resistencia del pegado. Todas las piezas de aluminio deben limpiarse con chorro de arena antes de pegar. Luego, midiendo la posición placentaria superior del accesorio especial para el producto para asegurar la posición placentaria correcta después de la fijación al horneado. Coloque las herramientas en el horno de alta temperatura para hornear.el tiempo de horneado es de 1,5 h.la puerta del horno no se puede abrir durante este tiempo, en caso de que la tempe

calcomanía & pintura en top-fire top-fire proporciona servicio integrado de pintura personalizada para oem y odm
1
páginasCategorías
nuevos productos

Nuevo cuadro de ebike de carbono con motor bafang M620 de suspensión completa para MTB y fat bike Leer más

Nuevo marco de bicicleta eléctrica de suspensión completa BAFANG G510 de molde Leer más

Estructura de mtb eléctrica de suspensión con enrutamiento de cables completamente interno Leer más

Cuadro eléctrico Enduro Carbon MTB con suspensión completa Leer más

Cuadro de bicicleta eléctrica de grava de carbono con motor de buje fsa y batería Leer más

cuadro de bicicleta de pista de carbono aero para sistema bsa Leer más

Cuadro de grava de carbono Enrutamiento de cable interno completo Leer más

Cuadro de bicicleta de grava de disco de ciclocross de carbono para bb t47 Leer más

Cuadro all mountain de carbono con suspensión total 29er Leer más
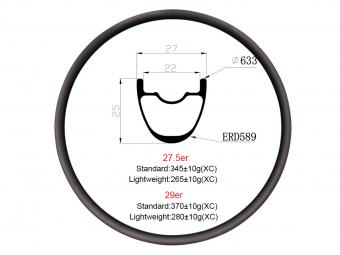
Llantas de carbono Mtb sin gancho Top-Fire 27.5er 29er 27 mm de ancho 25 mm de profundidad para XC Leer más
 #61,Jiancai Industrial Garden,TonganInd. District, Xiamen City, FuJian Province
#61,Jiancai Industrial Garden,TonganInd. District, Xiamen City, FuJian Province
Derechos de autor © 2026 Top-Fire Carbon Technology Co., Ltd. Reservados todos los derechos. Poder por

Red IPv6 admitida


 Facebook
Facebook LinkedIn
LinkedIn Twitter
Twitter YouTube
YouTube Pinterest
Pinterest